
鋼繩芯皮帶輸送機火災監控係統
關鍵詞 鋼繩芯皮帶機 火災 監控係統
火災是帶式輸送機最嚴重的02manbetx.com ,一旦皮帶機著火,將造成重大的人員傷亡02manbetx.com 和巨大的財產損失。因此,實施對皮帶機的防火保護是非常必要的。
1 皮帶著火的原因03manbetx
皮帶機著火的原因是多方麵的,既有因皮帶機自身故障而引起的火災,也有因附近其它火源而引起的皮帶機著火(如皖北礦務局劉橋一礦變電所著火引燃皮帶)。這裏主要03manbetx 因皮帶機自身故障而引起火災的原因。
1.1 主從動滾筒打滑
主從動滾筒打滑的原因很多,03manbetx
起來主要有以下幾方麵:
(1)機頭埋煤
由於皮帶機司機精力不集中或上班睡覺,煤倉內又缺少滿倉控製係統,造成滿倉後機頭堆煤,煤進入滾筒表麵與皮帶之間,降低滾筒與皮帶之間的摩擦係數而導致皮帶打滑。如徐州礦務局三河尖煤礦曾發生過一次機頭堆煤02manbetx.com
險些因皮帶打滑而發生火災,峰峰礦務局薛村礦機頭堆煤造成皮帶打滑;
(2)主動滾筒表麵的防滑膠嚴重磨損,表麵摩擦係數下降而導致皮帶打滑;
(3)主動滾筒表麵潮濕引起皮帶打滑;
(4)從動滾筒打滑的主要原因是從動滾筒軸承嚴重損壞卡死導致從動滾筒不轉或轉速下降,皮帶相對滾筒打滑。
不管是主動滾筒還是從動滾筒,一旦發生打滑,就會使滾筒表麵溫度升高。根據徐州礦務局試驗站試驗,皮帶打滑40min滾筒表麵溫度就可達到320℃,皮帶開始冒煙。根據我們的試驗,該溫度已是著火溫度。因此說,主動滾筒和從動滾筒打滑是極其危險的,長時間打滑就可導致皮帶著火。
1.2 托輥不轉及皮帶在托輥表麵滑動
根據調研結果來看,皮帶機著火事故中,由於托輥不轉而導致托輥溫度溫升著火是近年來煤礦皮帶機著火的主要原因之一。
由於井下環境條件較差,托輥軸承內部容易進入煤粉和灰塵。因此,托輥軸承壽命較短,軸承卡死後,皮帶將在托輥表麵摩擦,托輥溫升很高。根據現場調查來看,托輥摩擦引起皮帶著火主要發生在停機之後。停機前,皮帶以2~3m/s的速度運行,皮帶上固定點與托輥表麵接觸的時間較短,皮帶溫升很小,且由於皮帶運行過程中產生較大的氣流可以降低托輥表麵的溫度。因此,正常運行時皮帶不易著火。
調查中還發現,下托輥不轉容易引起火災。而上托輥不轉則不易引起火災,並且引起著火不轉的下托輥周圍一般都積有一定的煤粉,煤粉將托輥表麵覆蓋住,致使托輥的散熱條件變差。這就說明托輥不轉引起著火的條件是:
(1)托輥卡死;
(2)必須是下托輥卡死;
(3)托輥位置有許多煤粉和橡膠粉末(這些煤粉和橡膠粉末一部分是由皮帶上落下的煤,也有一部分是不轉的托輥磨下的粘在皮帶表麵的煤粉和橡膠顆粒);
(4)往往是靠近機尾部位的下托輥。因為機尾部位皮帶容易灑煤,造成下托輥表麵堆煤。
2 主從動滾筒打滑監測
根據上麵的分析結果來看,主從動滾筒溫升的直接原因是皮帶相對滾筒表麵打滑。因此,隻要監測出主從動滾筒相對皮帶的打滑率即可控製滾筒的溫升。
2.1 主動滾筒的打滑監測方案
據現場人員反映,由於電動機功率較大,不管皮帶是否打滑,電動機的轉速基本恒定,也就是說,滾筒表麵的線速度基本不變。因此可以在控製電路中事先設定滾筒的線速度,隻要監測皮帶的運行速度,並將其與設定好的主動滾筒表麵線速度數值進行比較可確定皮帶的打滑率。皮帶正常工作時,打滑率<2%(據機械設計手冊),我們可以設定報警時的打滑率>10%,如果打滑率長時間>10%,則滾筒表麵的溫度將會上升;如果短時間打滑,則不會造成起動延時,起動時皮帶的打滑較高。這段時間較短,根據徐州礦務局龐莊礦皮帶機司機介紹,起動分為三步,每步時間間隔為10S,共計30S。30S後皮帶達到正常轉速,因此打滑測量電路可在皮帶機起動後1min開始工作。
正常運行時偶然打滑的剔除。正常運行時,皮帶機也有可能因負載變動或其它原因出現偶然打滑。為了剔除這種偶然打滑產生的誤報警。可在監測係統監測到打滑信號(滑差率>10%)後延時20S報警(不停機)。如果20S內打滑信號消失,則可不報警;如打滑信號超過20S,則持續報警,直到值班司機檢查處理後再停止報警;若報警持續5min,而值班司機仍未處理,則應控製停機。
2.2 從動滾筒打滑監測方案
從動滾筒打滑的主要原因是滾筒軸承損壞卡死或轉動不靈活,這時皮帶相對滾筒就會出現打滑現象。從動滾筒打滑的監測可通過測量皮帶相對滾筒表麵的滑差率。正常情況下,從動滾筒(機尾滾筒)上下兩側皮帶的張力基本相等(不考慮軸承的滾動摩擦力),皮帶相對於滾筒表麵的滑差率近似為0,但是一旦軸承損壞,滾筒運轉不靈,這時皮帶相對於從動滾筒的滑差率將上升,可規定滑差率>10%為報警閾值。
從動滾筒上皮帶相對於滾筒的滑差率可通過分別測量皮帶的線速度與從動滾筒表麵的線速度來進行。從動滾筒線速度的測量方法如下:
(1)在從動滾筒的軸端貼一圓盤,在圓盤上的外緣部位開一個小槽,將4×3.3×1.5mm3的小磁片用膠粘在槽內,將圓盤用三個螺釘固定到軸端(如圖1(a))。
(2)將原來的軸承端蓋去掉,換上一個自製的軸承端蓋,在端蓋上安裝一個霍爾磁敏傳感器,軸每轉一周,霍爾傳感器則接收到一個脈衝信號,隻要記錄出每秒內接收到的脈衝數,即可算出從動滾筒的轉速,也就能得出滾筒的線速度。圖1(b)是傳感器的安裝位置。因此,隻需測出滾筒軸端傳感器每秒接收到的脈衝數,以及一定長度皮帶上所接收到的脈衝數,即可判斷從動滾筒上皮帶的滑差率。
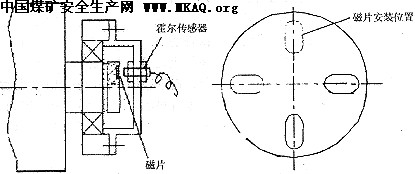
圖1 霍爾傳感器的安裝
3 托輥溫升監測
前麵已經分析過,托輥溫升的主要原因是托輥軸承卡死,皮帶在托輥上摩擦使托輥溫度上升,再加上托輥周圍有煤粉包圍,散熱不好。因此,托輥在停機後,就易於烤著皮帶及周圍的煤粉,造成火災。
我們對幾種材料的著火溫度進行試驗的結果如下:
3.1 托輥傳熱試驗
由上列表中可以看出,一旦托輥表麵溫度達到320℃以上,皮帶就有可能著火,煤粉也可能被點燃。因此,皮帶機工作過程中應限製托輥表麵溫度不應超過320℃。若托輥表麵溫度超過329℃,則應報警。
皮帶正常工作過程中,托輥是旋轉的,無法直接測量托輥表麵溫度,非接觸測量在井下惡劣環境下難以應用。因此我們考慮將熱敏傳感器安裝在固定不動的托輥軸上。這樣熱敏元件所感受的熱量經由以下幾個環節,即托輥表麵軸承托輥軸傳感器導熱體熱敏元件。由於溫度傳遞經曆了多個環節,每一個環節都存在一定的溫度梯度,為此,我們在實驗室中做了托輥的傳熱試驗。
試驗是在室溫環境下,用電爐加熱托輥表麵,模擬托輥被煤粉包圍的散熱條件,然後分別測量托輥表麵溫度,托輥軸溫度及傳感器內部熱敏元件處的溫度。測試結果如下:
托輥溫度290℃~300℃介於皮帶冒煙溫度與著火溫度之間,應屬危險溫度。此時傳感器內部溫度為100℃~110℃。因此,我們可以設定110℃為傳感器的報警溫度。
3.2 溫度傳感器的選擇及測溫方案設計
托輥溫度監測隻需要監測托輥表麵溫度是否到達危險溫度,如果沒有到達危險溫度,則即不用報警,也不必顯示托輥表麵溫度的數值。因此,溫度傳感器最好選擇開關型的。為此,我們選擇了記憶合金作為溫敏元件,製定記憶合金的變形溫度為110℃。當傳感器內部溫度達110℃以上時,說明托輥表麵達290℃~300℃,此時記憶合金應該變形,從而發出信號。本傳感器中選擇記憶溫度為110℃的記憶簧作為溫敏元件,彈簧材料為鎳鋁銅合金,彈簧外徑為10mm,變形前長度為10mm,到達110℃後伸長量達7~8mm。 托輥不轉而引起皮帶機著火的主要位置是離機尾部位較近的下托輥。因此,監測內容主要是靠近機尾處的30組下托輥。在這30組托輥軸上裝上溫度傳感器,為節能並考慮監測方便,擬采用傳感器並聯的常開電路,在每個傳感器後串聯一個10Ω的電阻,用以判斷報警時托輥的位置。采用恒流源供電,電流恒定為10mA。
圖2為托輥溫度監測原理圖。若某一組托輥卡死,溫度上升至危險的報警溫度(110℃)時,則該組托輥上的傳感器動作,接通回路,發生報警信號。卡死托輥的位置可以通過托輥恒流源兩端的電壓值判斷。托輥序號從機尾處向前排序。卡死托輥的位置與恒流源兩端電壓值之間的關係如下表:
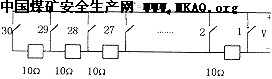
圖2 托輥溫度監測原理圖
若恒流源兩端的電壓為1.5V,則說明第15組下托輥不轉且托輥表麵溫度到了危險的報警溫度,值班司機聽到報警後,應觀察控製麵板上顯示的卡死托輥的位置,然後迅速到達托輥位置進行檢查,並采取 措施降低托輥表麵溫度,防止引起皮帶機火災事故,同時通知機電科或皮帶工區下井處理。
4 結論
(1)分析了鋼繩芯皮帶機火災的主要三種原因;
(2)針對三種原因,提出了各自不同的監控方案;
(3)對從動滾筒和托輥的監測,提出了具體的監控手段。
