
鄂式閘板齒輪改造
一、項目背景
某礦洗煤廠入洗原煤量大,排矸利用閘板開、閉卸料裝車,關閉閘板時夾上塊狀砂石,會造成兩側對齒磨損及變形,加速設備更換周期。為解決齒輪損壞問題,延長設備更換周期,技術人員通過研究進行了相關改造,取得良好效果。
二、研究內容
1.技術方案
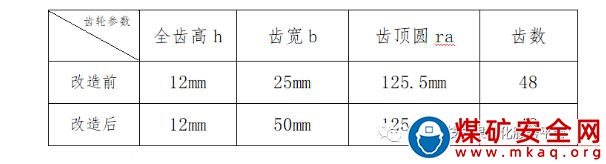
將每套閘板兩側的四個齒輪加厚,增大齒輪接觸麵積,降低齒輪間的磨損,延長設備更換周期,實現“節能、降耗、增效”目標。
2.關鍵技術
(1)主動齒輪和從動齒輪接觸麵
(2)齒輪熱處理
用氣焊加熱工件,使工件迅速升溫至820°,然後將工件放入冷水中淬火,待工件冷卻後,再用氣焊加溫工件至650°高溫回火,待工件冷卻後完成熱處理,提高齒輪的所需的力學性能。
3.工藝流程
將四個直徑250mm的舊齒輪用氣焊分割,將分割後齒輪完好的一半固定在兩側四個原齒輪上,增加厚度。


三、應用效果
該礦矸石倉共有5套鄂式閘板,改造前每套弧板和齒輪更換時間為每年1次,每次更換時間為5小時,每套每次更換易損件費用約1萬元。改造後5套鄂式閘板,預計每2年更換一次,每年可節省人工25小時,節約費用5萬元。
四、推廣前景
本技術改造將齒輪厚度增加,加大齒牙接觸麵積,降低了齒輪的磨損和變形,延長了齒輪更換周期,由原來的每年更換1次變成現在每2年更換一次,降低了齒輪和弧板的更換費用,並提高了生產效率。本成果可用於洗煤廠矸石卸料、裝車及其它行業齒輪磨損嚴重的設備。
上一篇:
選煤廠裝車站MCC11控製電源改造
下一篇:
新型環保抑塵劑
