
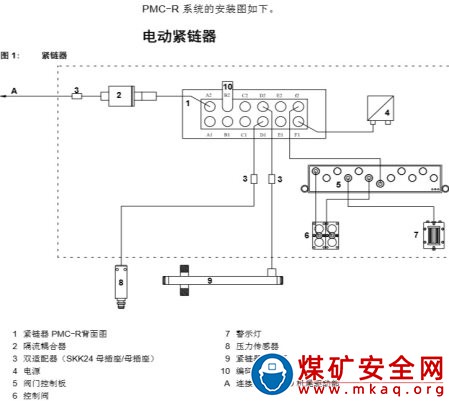
一、係統概覽
電氣基本係統主要由一個壓力傳感器和一個行程測量杆構成,兩者與 一個電液控製閥組相連接,該電液控製閥組安裝在機尾驅動體上,位於張緊裝置液壓件附近,張緊裝置利用一個或多個液壓張緊液壓缸來調節張緊力。主控閥本身則由在工作麵自動化操作中常用的單一控製器 “PMC-R”構成,該控製器利用閥門控製板控製一個雙電磁閥,以觸發張緊架的 運動。PMC-R控製器擁有不同的數字通信接口,連接到一台井下 主導計算機的接口(輸送機信號接口)上和最後一架工作麵液壓支架(工作麵終端)上,用以傳輸采煤機的所在位置。
係統的工作原理基於由壓力傳感器接收的在張緊液壓
缸單向閥前測得的與鏈條牽引力相當的壓力。
隻要由外部情況(張緊架上的摩擦,底板的反壓力等)引起的壓力增加或壓力減小小於由於鏈條預張緊力引起的張緊液壓缸的壓力,基於張緊液壓缸壓力絕對值的被稱之為“壓力保持自動操作”的調控就會 取得令人滿意的結果。
為了使鏈條牽引力即使在最不利的條件下也能保持最佳水平,同時為 了直接製止(例如由被不同程度加長的鏈環所引起的)過分嚴重的垂懸,係統附加了一種衝洗功能。
二、操作

(一)控製麵板介紹
在控製係統的前麵裝備有 19個鍵,一個2 x 22位的字母數字顯示 器,一個10個鍵的數字鍵盤,一個本機鎖定開關,一個本機緊急 關閉開關,一個警告LED和停機鍵。操作麵板由鍵盤、顯示器和指示燈構成作為鏈條張緊控製器的 PMC-R的操作區,如下圖所示:
(二)係統的手動控製
這裏所描述的功能向用戶提供對張緊係統的全手動控製。手動功能被設計成失知控製模式(迪曼安全控製模式
(deadmancontrol)),這就是說,隻有按住相應的鍵,才會啟動相應的閥門。鬆開按鍵時, 閥門即關閉。
隻有在沒有激活自動操作的情況下才能使用手動功能, 因為自動操作 會對已經執行的手動控製過程進行反向調控。為了開通手動功能和部分自動功能,必須首先操作鍵 H 或I [Select Funct./選擇功能]。隨後鍵 H 和 I 的發光二極管亮起,在顯示窗口出現信息 “Select function” 以確認鍵功能成功開通。
這一01manbetx (規定操作兩個鍵以執行一個功能)將保證不會觸發張緊架發生意外的運動。當顯示以上信息或當鍵H和I的發光二極管亮起時,通過按住鍵盤A 可以手動伸出張緊液壓缸,操作時間等同於按住該鍵不放的時間。在顯示器上即出現:張緊111 222左邊的數字顯示值代表液壓缸壓力[bar] 的平均值。右邊的值相當於液壓缸的伸出長度[mm]。通過按鍵B手動縮回張緊液壓缸。在顯示器上即出現:鬆弛 111222
數字值的意義與上麵的解釋一致。
如果在進行了手動調整之後不再按鍵,顯示器在短時間後便返回到標 準菜單欄。
(三)開通自動控製運行
當向控製器供電,並開通了自動操作時,用於激活調控
的程序等待輸送機預警和起動信號的出現。用戶可根據鍵F的LED狀態來識別自動操作是否被激活。當自動操作被激活或起動準備就緒時,發光二極管閃爍。否則。發光二極管關閉。
當發生引起自動操作自行中斷的故障時,自動操作必須由用戶(在排除故障之後)重新開通。這可通過串口數據遠距離通信或通過下麵描述的鍵輸入實現。激活鍵F(F=沒有功能圖標的鍵)被用來就地觸發預設定的自 動操作模式。在操作了該鍵之後,顯示器上出現文本:請按
如果在激活階段發現故障,則自動操作不被開通且紅色
報警燈開始閃爍。故障被確認後在顯示上顯示(取代標準菜單欄),並被保存在程序中。保存的故障信息可以在菜單欄“故障信息”中查詢和刪除。取 代標準菜單欄顯示的故障文本可以通過操作任意鍵刪除。紅色報警燈 會一直閃爍,直至調出或刪除故障欄中的故障,或重新啟動自動操作(排除故障之後)為止。 取消自動操作的尋常方式是操作鍵Stop(停止)。
在操作該鍵之後,自動操作中斷,顯示器上出現簡短的
文本“自動操 作已停止”。此外 鍵F的LED關閉開通自動操作舉例
啟動條件:
顯示標準菜單。操作按鍵 F。顯示器上出現文本: 按
“程序起動” 且鍵 F 的 LED 開始閃爍,以表示自動操作已開通,並且為下一個 輸送機啟動準備就緒。
中斷和關斷自動操作功能
為中斷和閉鎖自動操作,以及閉鎖所有閥門功能,可采取以下三種不同方法:第一種方法被賦予最低優先級,是操作鍵Stop(停止)。 第二種方法是用黑色按鈕,被稱之為本機鎖閉開關,位於PMC-R的鍵盤正麵的右下角。第三種方法被賦予最高優先級,使用被稱之為緊急停止開關的紅色按鈕,位於PMC-R的鍵盤正麵的右上角。鍵
本機閉鎖開關的功能
隻要本機鎖定開關(鍵盤右下角的黑色壓力開關)一直被按住不放,所有自動控製功能都停止工作。閥門控製器斷 電,輸送機開通信號中斷,顯示器上顯示文本<本機鎖閉>。如果開關重新逆轉,隻要自動操作事先已被激活,它就
會自行重新開通,並等待下一步輸送機起動,或者當輸送機尚在運行或已經重新運行時立即激活調控功能。
緊急停止開關的功能
緊急停止開關(鍵盤右上角的紅色鎖定開關)關閉所有控製係統 及鍵盤的功能。閥門控製係統斷電,輸送機開通信 號 中 斷 , 顯 示 器 上 顯 示 文 本 >>> 鎖 閉 : <<<
(>>>locked<<<)。重新開通開關時,自動操作並不重新被初始化。利用數據遠距離通信或通過操作鍵F使自動操作重新投入運行。
(四)自動控製功能
開通自動操作模式後,在激活調控之前,程序首先等待輸送機起動的信號。下麵說明自動操作的選擇和開通。
一般情況下,自動控製運行的全局功能流程如下:(1)起動輸送機之前的預張緊循環。(2) 輸送機運行期間的自動預張緊調控。 (3) 輸送機關閉時執行預選的關閉操作。
為了在輸送機運行期間進行調控,程序配備了一種適用於自動鏈條張 緊調控的方法。對壓力保持自動操作作了進一步細化。
壓力保持自動操作基於測量和調控與鏈條牽引力成比
例的張緊液壓缸內的絕對壓力。為了進行測量和調控,原則上隻需要安裝一個壓力傳感器來測量液壓缸壓力,並用一個測控杆來測量液壓缸行程。
自動操作的選擇、開通、激活和取消
自動操作的起動和停止按鍵序列
為了可靠地鎖閉以防重新起動,隻允許使用緊急停止開關,因為該開關除了取消所有自動操作功能外,還能切斷閥門控製板的電源.
選擇自動操作方式在鏈條張緊程序中僅還集入了壓力保持模式。由於這個緣故,沒有可能轉換為其他自動操作方式。
在每次起動輸送機時,隨時都可進行預張緊循環,即使
在沒有任何一種起作用的傳感係統的情況下也不例外,不過, 在這種情況下,可行範圍受到很大限製(時間控製)。
自動操作起動(預張緊循環)在起動自動調控之前,要激活以下預張緊循環:(1)輸送機不運行,顯示 '-' 。控製器未激活,等待輸送機預警 信號。如果收到輸送機預警信號,循環如(2) 所述繼續進行。(2)顯示'A',控製係統將測得的液壓缸壓力與通過係統參數菜單中 的參數“預張緊壓力" 預先給定的值進行比較。如果液壓缸壓力低於“預張緊壓力" 的值,則張緊架伸出,直到–液壓缸壓力大於/等於“預張緊壓力” 並達到最小預張緊行程為止。循環如(3)
所述繼續進行。–時間參數“調整時間”在沒有達到預張緊壓力的情況下結束。
這種情況可能由於機械、液壓或電氣故障造成。但也可能是由於 調整時間選擇得太短所致。
自動操作運行方式預張緊過程結束後,內在的用來調控
鏈條預張緊狀態的自動操作啟動。
壓力保持自動操作的運行過程(1)控製器等待時間參數“起動滯後”的結束,然後,循環如(2)所述繼續進行。(2) 控製器連續監控張緊液壓缸中的壓力,並進行下麵的比較: 如果壓力小於用公式“額定壓力 - 滯後壓力下限”算得的下部 滯後範圍,則開始進行張緊時間測量,循環將如 (3)
所述繼 續進行。如果壓力大於用公式“額定壓力 - 滯後壓力上限”算得的上部滯 後範圍,則開始進行鬆弛時間測 量,循環將如(4) 所述繼續 進行。如果上述比較都不切合實際,而且壓力尚在規定的滯後範圍以內,則調控保持在環路(2)內。(3)液壓缸伸出,直到:走過的行程大於/等於“最小伸出行程”。然後,液壓缸短暫縮回(空程)後,循環從(2)繼續進行。時間參數“信號時間”結束。然後,在時間參數“等待時間”結 束後,循環從(2) 繼續進行。(4) 液壓缸縮回,直到:時間參數“信號時間”結束。然後,在時間參數“等待時間”結束 後,循環從(2) 繼續進行。如果在自動操作運行過程中發生輸送機信號故障或壓力傳感器故障,相應的故障信息將被顯示和保存;隻要對自動操作相應地作了參數設定,則自動操作中斷,輸送機開通信號將被複位。如果在自動操作運行時間內,到達液壓缸終端止動塊,則調整過程取消並保存相應的警告信息。這種情況下也可能根據參數設 定關閉係統。如果沒有關閉,調控係統即處於未激活狀態,直到出現反向的液壓缸壓力變化。輸送機停止當關閉輸送機,並收到信號“輸送機停機”時,可能的調整過程立即 中斷, 控製器等待一輪新的起動過程。
